- Bits by TUDU
- Posts
- ¿Tienes visibilidad y transparencia de la eficiencia de tu planta?
¿Tienes visibilidad y transparencia de la eficiencia de tu planta?
El dilema detrás del OEE: cuando la eficiencia se infla y las decisiones se distorsionan.
Javier Quintero
11 de septiembre de 2025

Visibilidad y transparencia de la eficiencia en planta
Pocas decisiones generan tanta discusión en planta como definir la velocidad para calcular el OEE. A lo largo de los años he aprendido que todo depende del objetivo que se quiera lograr con el cálculo: mejorar procesos, identificar cuellos de botella o simplemente hacer seguimiento diario. No hay una velocidad “correcta”, pero sí hay una adecuada, y elegirla mal puede distorsionar toda la gestión.
En el último año, visitando procesos de diferentes sectores, confirmé algo que se repite: La forma de calcular la eficiencia varía según la cultura y la conveniencia.
Algunos ejemplos clásicos:
No se cuentan como tiempo productivo los cambios de formato, las capacitaciones o los mantenimientos.
Se toma como referencia la velocidad que permite cumplir el programa… y no la de diseño.
Esto parece inofensivo, pero define si los números dicen la verdad o solo tranquilizan.
Por eso, la velocidad de referencia debe ser una decisión clara y compartida, alineada entre la dirección de operaciones y la gerencia general. De lo contrario, caemos en la autocomplacencia.
Lo peligroso es que la ineficiencia se disfraza en los reportes, pero siempre termina apareciendo en la falta de competitividad y en decisiones mal enfocadas, como comprar más activos en lugar de optimizar los que ya tienes.
Medir la velocidad real sigue siendo uno de los grandes retos en las compañías.
Y, al mismo tiempo, es una de las principales pérdidas invisibles del OEE.
Recuerdo un caso claro: detectamos que se bajaba la velocidad de máquina deliberadamente para que el cambio de producto le tocara al siguiente turno.
¿Qué significa realmente el OEE?
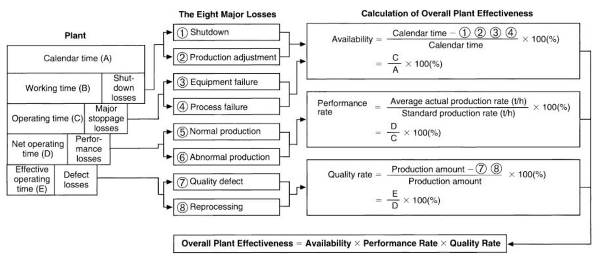
El OEE (Overall Equipment Effectiveness) es un indicador que mide el desempeño real de los equipos respecto a su máximo potencial. Se desglosa en tres factores:
Disponibilidad:
Tiempo efectivo de producción vs. el tiempo total programado.
Aquí pesan las paradas no planificadas, cambios de formato o tiempos muertos.Desempeño (velocidad):
La velocidad real de producción vs. la velocidad ideal (de diseño).
Aquí está el gran dilema: manipular este valor puede inflar el OEE o mostrar la verdad.Calidad:
Productos buenos vs. el total producido.
Aquí se reflejan los rechazos, retrabajos o pérdidas por calidad.
OEE = Disponibilidad x Desempeño x Calidad, OEE mayor a 85% es de clase mundial
Lo simple es esto:
La máquina está parada o está rodando.
Si está rodando, ¿va a la velocidad correcta?
Y si produce, ¿lo que sale es bueno o malo?
Lo difícil es aceptar lo que los números de verdad te dicen.
🎯 Reflexión final
La tecnología ya no es excusa.
Medir velocidad y paradas bien cuesta menos de 200 dólares por máquina.
Lo caro… es seguir tomando decisiones a ciegas.
Nos leemos en 15 días.
Javier
Para profundizar…
Libro recomendado
TPM in Process Industries (Step by Step Approach to TPM) Tokutaro Suzuki
Reply